
一概述:
1、在我国现代化过程中,工业现代化整个进程伴随的环境污染已经成了最大的安全隐患,国家对工业企业的“三废”问题管理也日趋严格。VOCs作为工业化过程中的重点废气,完全处理是重中之重。目前高浓度的VOC的危害主要体现在两个方面。一方面,VOC中的有些物质会对人体造成直接危害。对体的这些危害主要体现在化学物质的危害、被人体的皮肤或呼吸所吸收、造成神经系统的障碍、以及其他化合物的危害等等。如果挥发到大气环境中,不仅会对大气环境造成严重污染,对工农业、水资源、动植物等造成不可估量的伤害。
2、VOC(有机气体)的净化处理工艺的设计与研发的方向主要是分离、转化、净化和回收两大方面,目前有几种常见的方法进行处理。
二、工业化生产过程中对VOCs治理---常见处理是技术分类
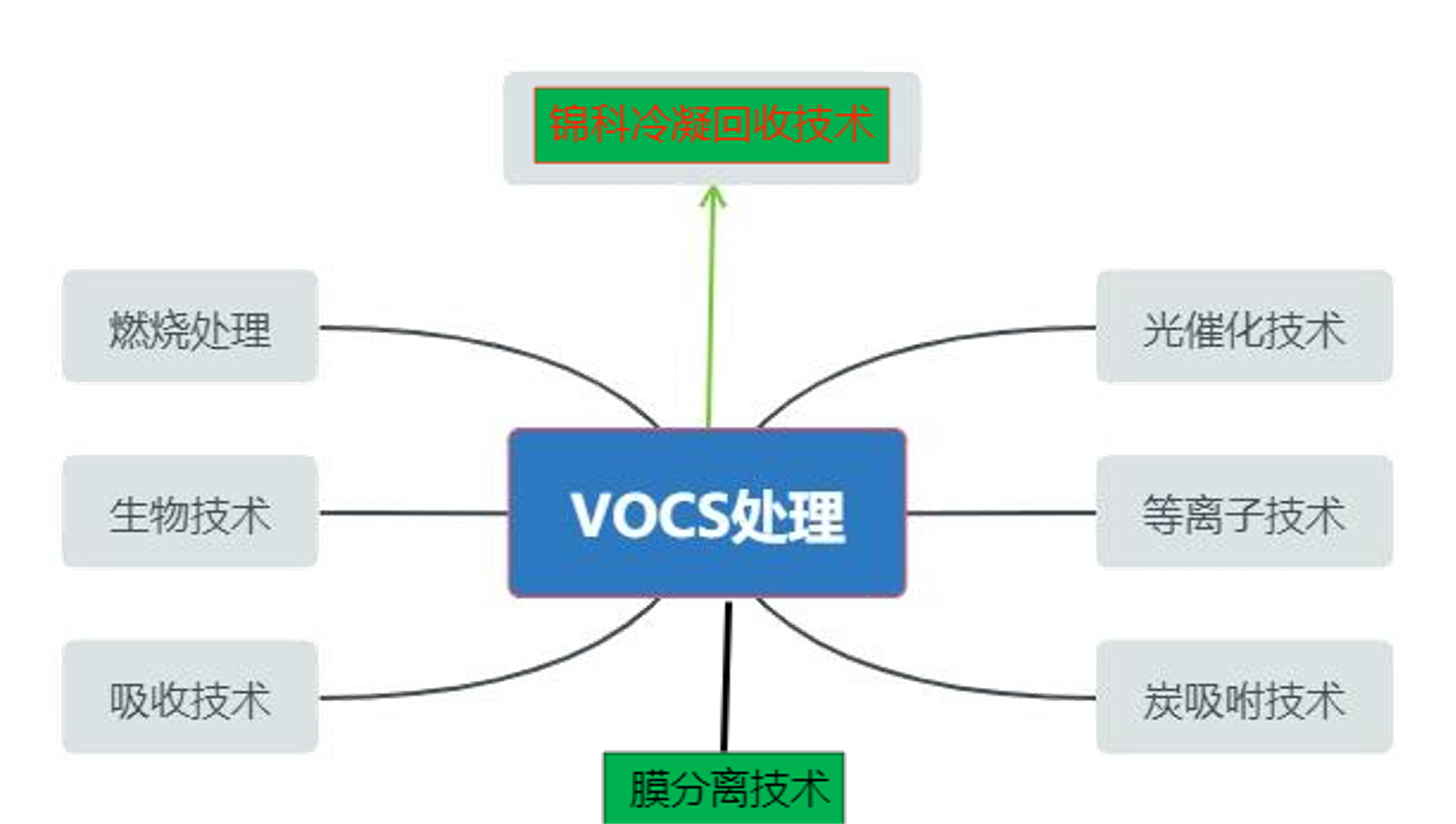
VOC的回收可采用膜分离、吸收、吸附、冷凝等方法进行
三、工业化生产过程中对VOCs治理---技术说明
1、分子筛(或半透膜)回收分离技术以膜材料分离技术的发展而成为最新的处理技术,膜分离技术目前还需要在一定高压操作条件下进行,低压纳滤VOCs气体分离膜选择性分离材料适配性方面我司虽然走在了行业的前列,但尚还处在不断发展的期望阶段,也是我锦科集团未来研发和发展的方向。
2、吸收法主要采用其它的液态有机溶剂对气体类进行吸收净化,再通过精馏等方式进行分离回收。
3、吸收剂的选择和吸收液的后处理都有严格的要求,一般只适合应用一些特定的场合。
4、炭吸咐方面我司有专业的沸石转轮技术和活性炭箱单元处理技术。
5、等离子/光催化一般与吸收吸附技术进行搭配使用。
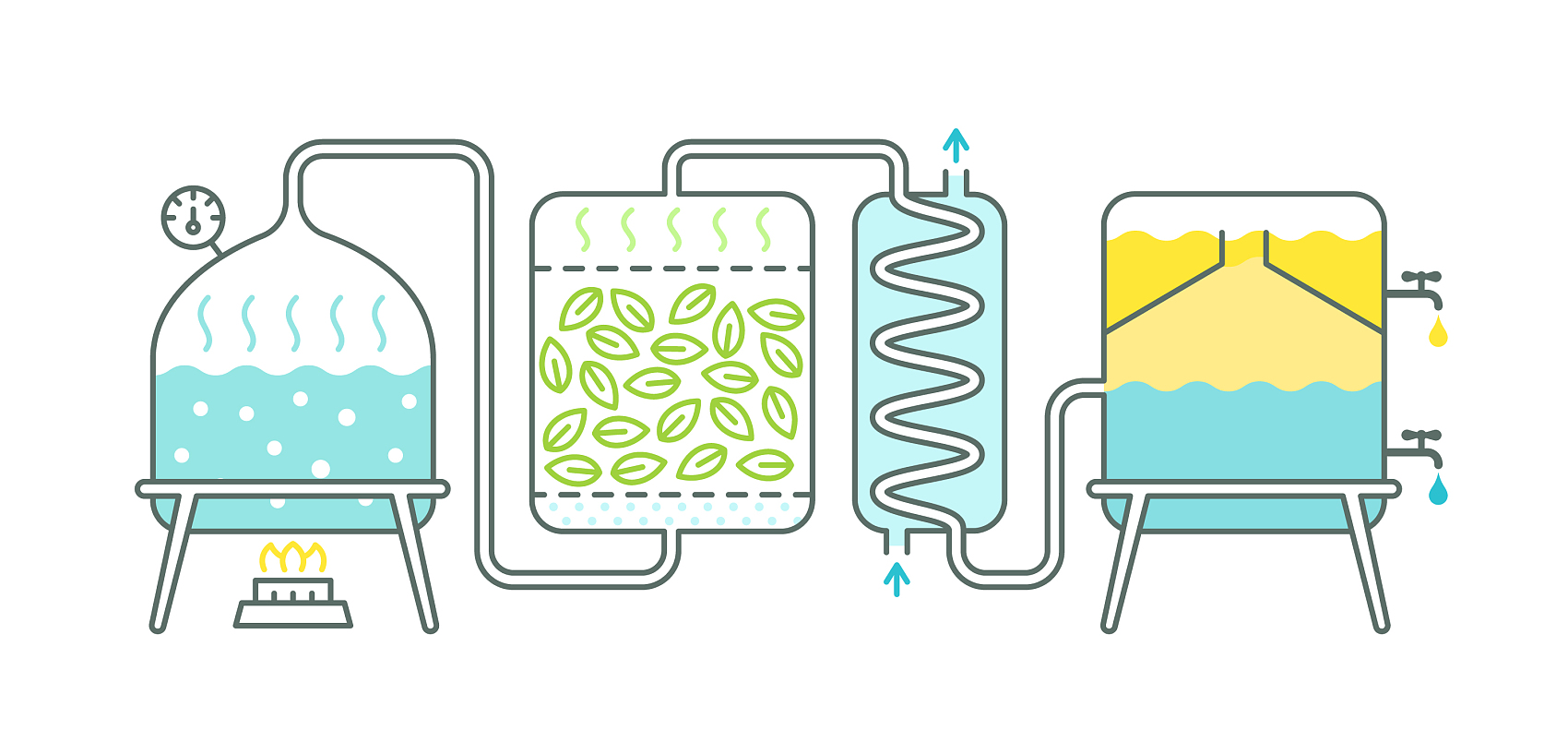
6、冷凝回收技术为最环保节省资源之最佳选择。

四、工业化生产过程中对VOCs治理-锦科冷凝回收
冷凝法则往往是回收气体有机物的最终手段
我司设计的冷凝法收回收系统主要适用于较高浓度的场合,通常作为一些其他气体浓缩工艺的后续配套单元使用,我司研发设计的产品是VOCs浓缩后处理标准配置,同进也VOCs处理行业单独使用的典范。

五、锦科冷凝回收系统
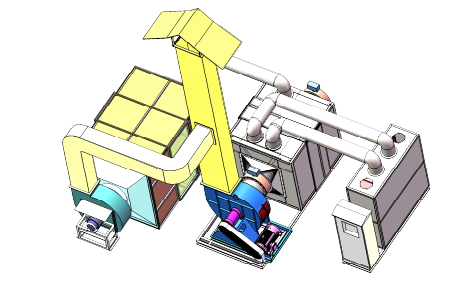
简介:我司开发设计的成熟的专用冷凝一体化处理装置 配合锦科智能数字化管理系统。
设计完善,附属设备配套齐全,自动化净化效率、综合回收效率和能耗指标在同行业处于领先地位。
应用于石油、化工、医药、及各种 新 能源及环保工业自动化,智能化涂装车间等各种行业中所排放的有机类废气的净化回收。


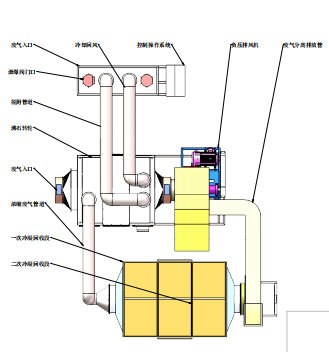
六、锦科冷凝回收系统--工艺流程
1. 废气经管道收集后进入本处理系统;
2. 经初中效过滤后进入沸石转轮浓缩;
3. 浓缩处理后的废气进入负压风机直接达标排放
4. 浓缩处理中一部份风对转轮进行冷却,冷却后风进入高温加热腔内进行升温;
5. 热风回到沸石转轮脱附腔进行脱附;
6. 浓缩的异丙醇进入一次表冷分离;
7. 分离气态异丙醇转换成液态流入槽内收集;
8. 浓缩风进入二次表冷分离;
9. 二次分离后气态异丙醇转换成液态流入槽内收集;
10. 液态异丙醇中含有其他成份物质和水份一起流入回收桶;
11. 经二次冷凝分离的废气处理率远远超过国家排放标准后达标排放。
12. 并入Jinker2.5智能自动控制系统及安全预警系统。

七、锦科冷凝回收系统

八、锦科冷凝回收系统--优势
科冷凝回收系统性能高效/ 节能/ 稳定/ 安全 /环保--
锦科冷凝回收系统净化效率:能充分回收废气中的有机组分,系统回收效率高。一般净化率达95%以上,特殊要求情况下如锦科异丙醇冷凝回收率可达99%以上。
循环热交换系统节能效果极佳,自动化运行,智慧化管理更加稳定,无人操作的工作环境,多层保护的设置配合锦科预警系统多层次安保,确保安全,物理回收的环保模式不会产工业化二次污染隐患。
 扫码关注最新动态
扫码关注最新动态 联系人:吴经理
手机:18913233344
邮件:jinker@jinker.net
地址:昆山市周庄镇崇远路333号


 冷凝回收
冷凝回收




